

1. Manutenzione della valvola a saracinesca
1.1 I principali parametri tecnici:
DN: NPS1"~ NPS28"
Codice: CL150~CL2500
Materiale delle parti principali: ASTM A216 WCB
Stelo: ASTM A276 410;Sedile: ASTM A276 410;
Faccia di tenuta: VTION
1.2 Codici e standard applicabili: API 6A、API 6D
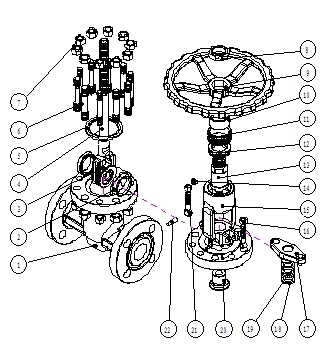
1.3 La struttura della valvola (vedi Fig.1)
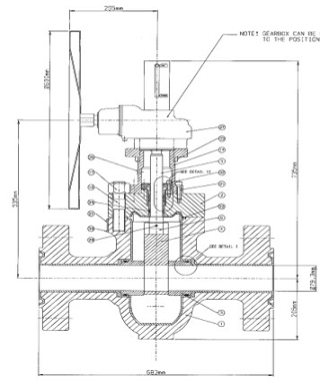
Fig.1 Valvola a saracinesca
2. Ispezione e manutenzione
2.1:Ispezione della superficie esterna:
Ispezionare la superficie esterna della valvola per verificare eventuali danni, quindi numerarli;Fai un record.
2.2 Ispezionare l'involucro e la tenuta:
Controllare eventuali perdite e registrare l'ispezione.
3. Smontare la valvola
La valvola deve essere chiusa prima di smontare e allentare i bulloni di collegamento.È necessario selezionare la chiave non regolabile appropriata per i bulloni allentati, i dadi devono essere danneggiati facilmente dalla chiave regolabile.
Bulloni e dadi arrugginiti devono essere bagnati con cherosene o solvente liquido per la ruggine;Controllare la direzione della filettatura della vite e quindi ruotarla lentamente.Le parti smontate devono essere numerate, contrassegnate e mantenute in ordine.Lo stelo e il disco del cancello devono essere posizionati sulla staffa per evitare graffi.
3.1 Pulizia
Assicurarsi che i pezzi di ricambio vengano puliti delicatamente con una spazzola con cherosene, benzina o detergenti.
Dopo la pulizia, assicurarsi che i pezzi di ricambio non siano grassi e arrugginiti.
3.2 Ispezione dei pezzi di ricambio.
Ispezionare tutti i pezzi di ricambio e registrarli.
Preparare un piano di manutenzione adeguato in base al risultato dell'ispezione.
4. Riparazione di pezzi di ricambio
Riparare i pezzi di ricambio in base al risultato dell'ispezione e al piano di manutenzione;sostituire i pezzi di ricambio con gli stessi materiali, se necessario.
4.1 Riparazione del cancello:
①Riparazione della scanalatura a T: la saldatura può essere utilizzata per riparare la frattura della scanalatura a T, correggere la distorsione della scanalatura a T, saldare entrambi i lati con la barra di rinforzo.La saldatura superficiale può essere utilizzata per riparare il fondo della scanalatura a T.Utilizzando il trattamento termico dopo la saldatura per eliminare lo stress e quindi utilizzare la penetrazione PT per ispezionare.
②Riparazione di cadute:
Per caduta si intende lo spazio o la dislocazione grave tra la superficie di tenuta della saracinesca e la superficie di tenuta della sede.Se la valvola a saracinesca parallela cade, è possibile saldare il cuneo superiore e inferiore, quindi procedere alla rettifica.
4.2 Riparazione della superficie di tenuta
La causa principale delle perdite interne della valvola è il danneggiamento della superficie di tenuta.Se il danno è grave, è necessario saldare, lavorare e molare la superficie di tenuta.Se non grave, solo stridente.La macinazione è il metodo principale.
UN.Il principio di base della macinazione:
Unire la superficie dell'utensile abrasivo al pezzo in lavorazione.Iniettare l'abrasivo nello spazio tra le superfici, quindi spostare l'utensile abrasivo per levigare.
B.Rettifica della superficie di tenuta del cancello:
Modalità di macinazione: funzionamento in modalità manuale
Spalmare l'abrasivo sulla piastra in modo uniforme, posizionare il pezzo sulla piastra, quindi ruotare mentre si macina in linea retta o a "8".
4.3 Riparazione dello stelo
UN.Se eventuali graffi sulla superficie di tenuta dello stelo o sulla superficie ruvida non possono corrispondere allo standard di progettazione, la superficie di tenuta deve essere riparata.Metodi di riparazione: molatura piana, molatura circolare, molatura a garza, molatura a macchina e molatura a cono;
B.Se lo stelo della valvola è piegato >3%, eseguire il trattamento di raddrizzamento con una rettificatrice senza centro per garantire la finitura superficiale e il rilevamento delle crepe del processo.Metodi di raddrizzatura: raddrizzatura a pressione statica, raddrizzatura a freddo e raddrizzatura a caldo.
C.Riparazione della testa dello stelo
Per testa dello stelo si intendono le parti dello stelo (sfera dello stelo, parte superiore dello stelo, cuneo superiore, canale di collegamento, ecc.) collegate alle parti di apertura e chiusura.Metodi di riparazione: taglio, saldatura, anello di inserimento, tappo di inserimento ecc.
D.Se non è possibile soddisfare i requisiti di ispezione, è necessario riprodurre con lo stesso materiale.
4.4 In caso di danni alla superficie della flangia su entrambi i lati del corpo, è necessario elaborare la lavorazione per soddisfare i requisiti standard.
4.5 Entrambi i lati della connessione RJ del corpo, se non possono soddisfare i requisiti standard dopo la riparazione, devono essere saldati.
4.6 Sostituzione delle parti soggette ad usura
Le parti soggette ad usura includono guarnizioni, guarnizioni, O-ring, ecc. Preparare le parti soggette ad usura in base ai requisiti di manutenzione e tenere un registro.
5. Assemblare e installazione
5.1 Preparativi: preparare i pezzi di ricambio riparati, la guarnizione, l'imballaggio, gli strumenti di installazione.Metti tutte le parti in ordine;non sdraiarsi a terra.
5.2 Controllo della pulizia: pulire le parti di ricambio (elemento di fissaggio, guarnizione, stelo, dado, corpo, coperchio, forcella, ecc.) con cherosene, benzina o detergente.Assicurati che non ci siano grasso e ruggine.
5.3 Installazione:
Innanzitutto, controllare la rientranza dello stelo e della faccia di tenuta del cancello per confermare la situazione di collegamento;
Spurgare, pulire il corpo, il coperchio, il cancello e la superficie di tenuta per mantenerli puliti, installare i pezzi di ricambio in ordine e serrare i bulloni simmetricamente.
Orario di pubblicazione: 19 maggio 2022